
Robotic Welding & Positioner System
- Home
- Recent Projects
- Robotic Welding & Positioner System
Project summary
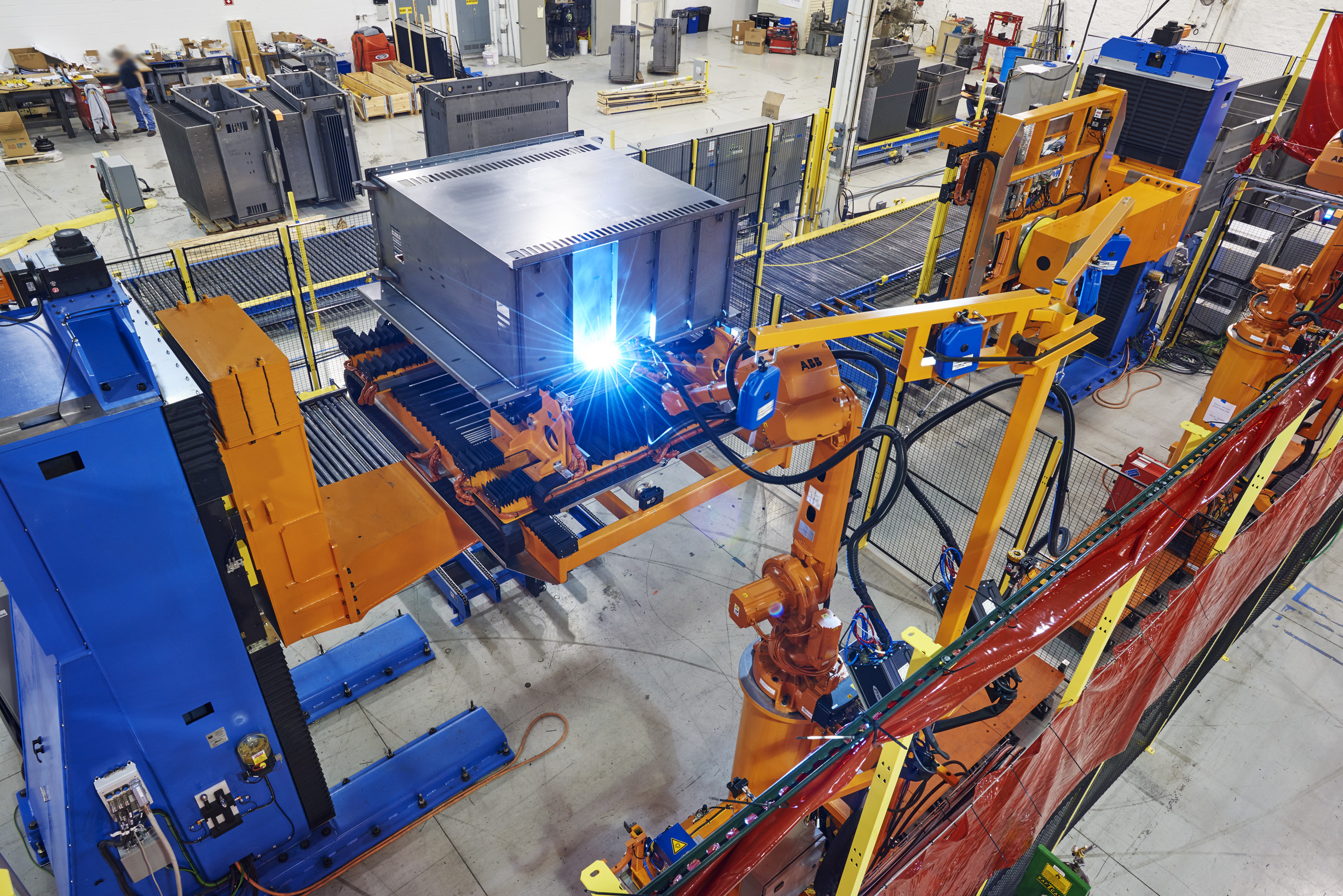
MWES provided this firm with a fully automated robotic welding and positioner system for the manufacturing of large transformer housings.
The Challenge
Before the installation of the robot welding system, the production process was entirely manual. All welding was done by human welders, while a crane was used for all part positioning. The previous production workflow did not allow for proper in-position welding. At the same time, it created ergonomic issues for the operators.
Midwest Engineered Systems was asked to design a robotic welding solution that would be integrated into a conveyance system that automatically removes tack-welded pieces from the conveyor. The automation system would need to interface with the customer’s SAP system to gather needed information and automatically use parametric programming to weld specified “leak-proof” welds without operator intervention.
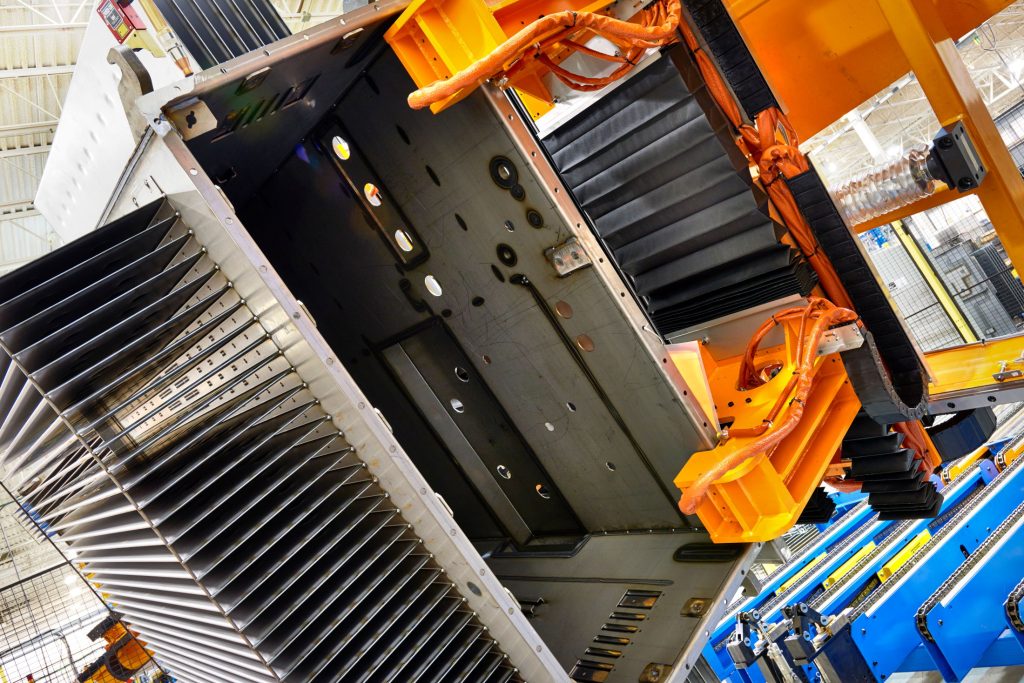
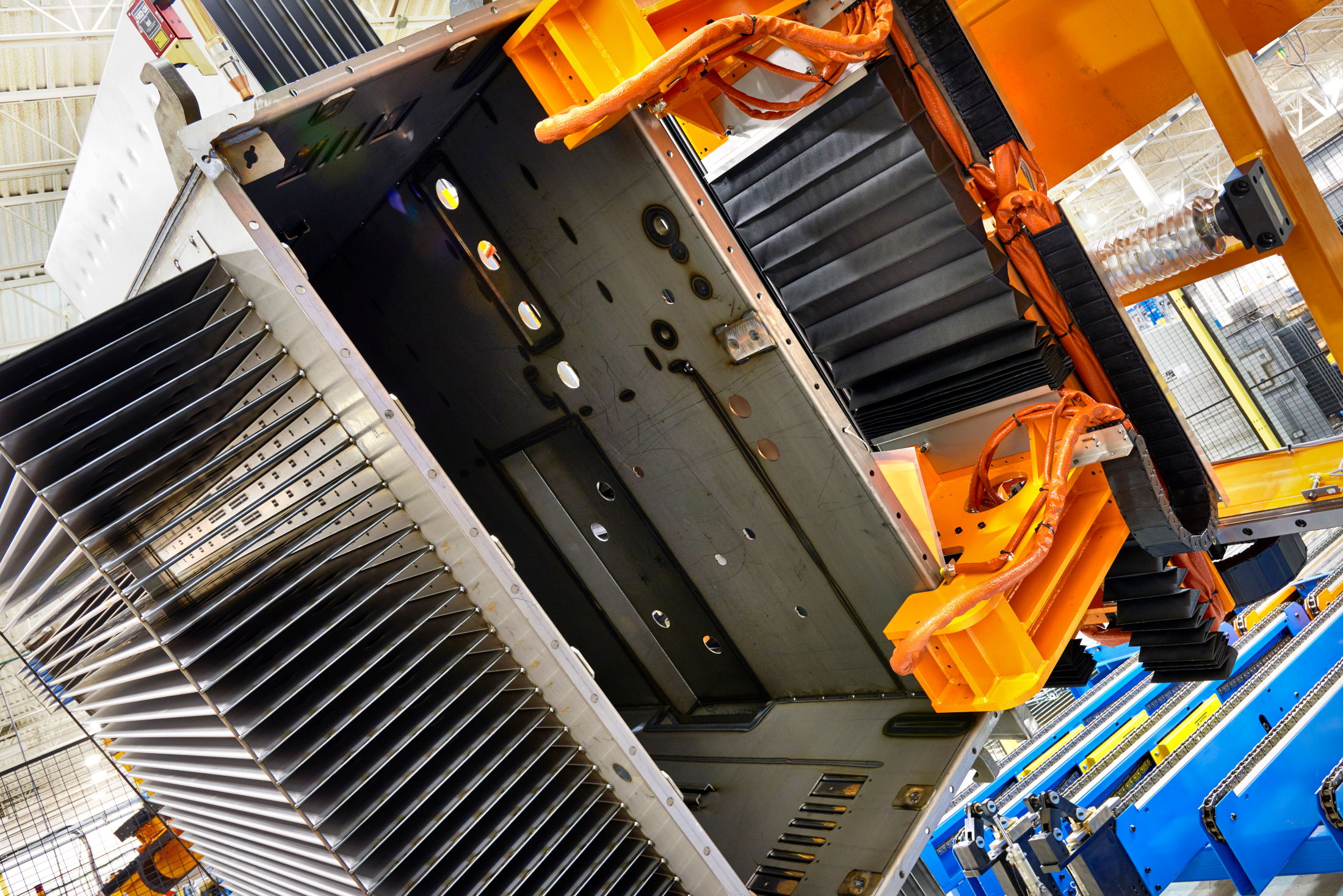
The products themselves presented another challenge. The product dimensions could vary infinitely between maximum and minimum sizes. A work envelope of 17 x 35 x 47 inches for the smallest unit and 60 x 105 x 98 inches for the largest would need to be accommodated. The maximum weight for the assembly would be 4000 lbs. The system’s justification was to improve first-pass quality and increase production.
The Solution
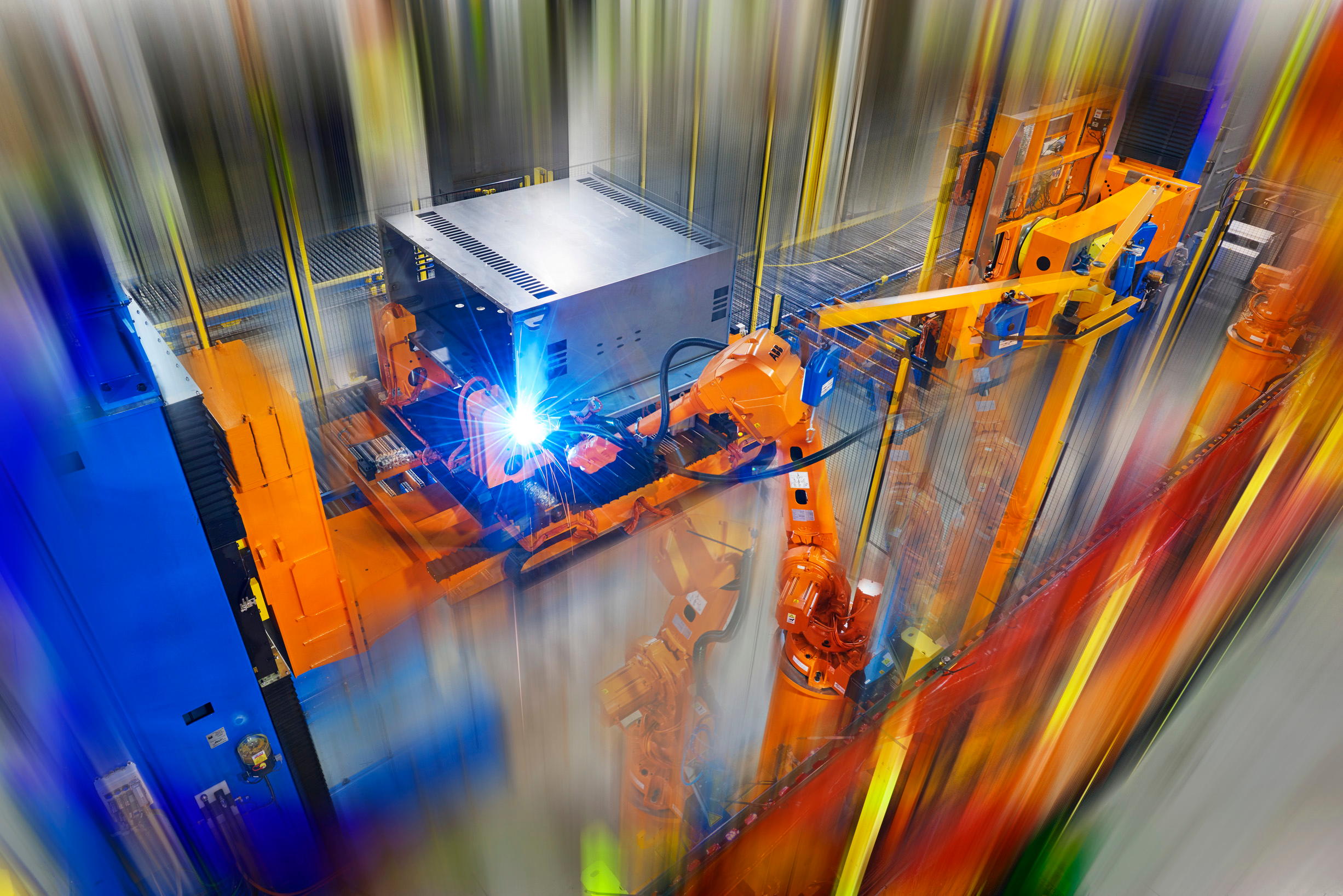
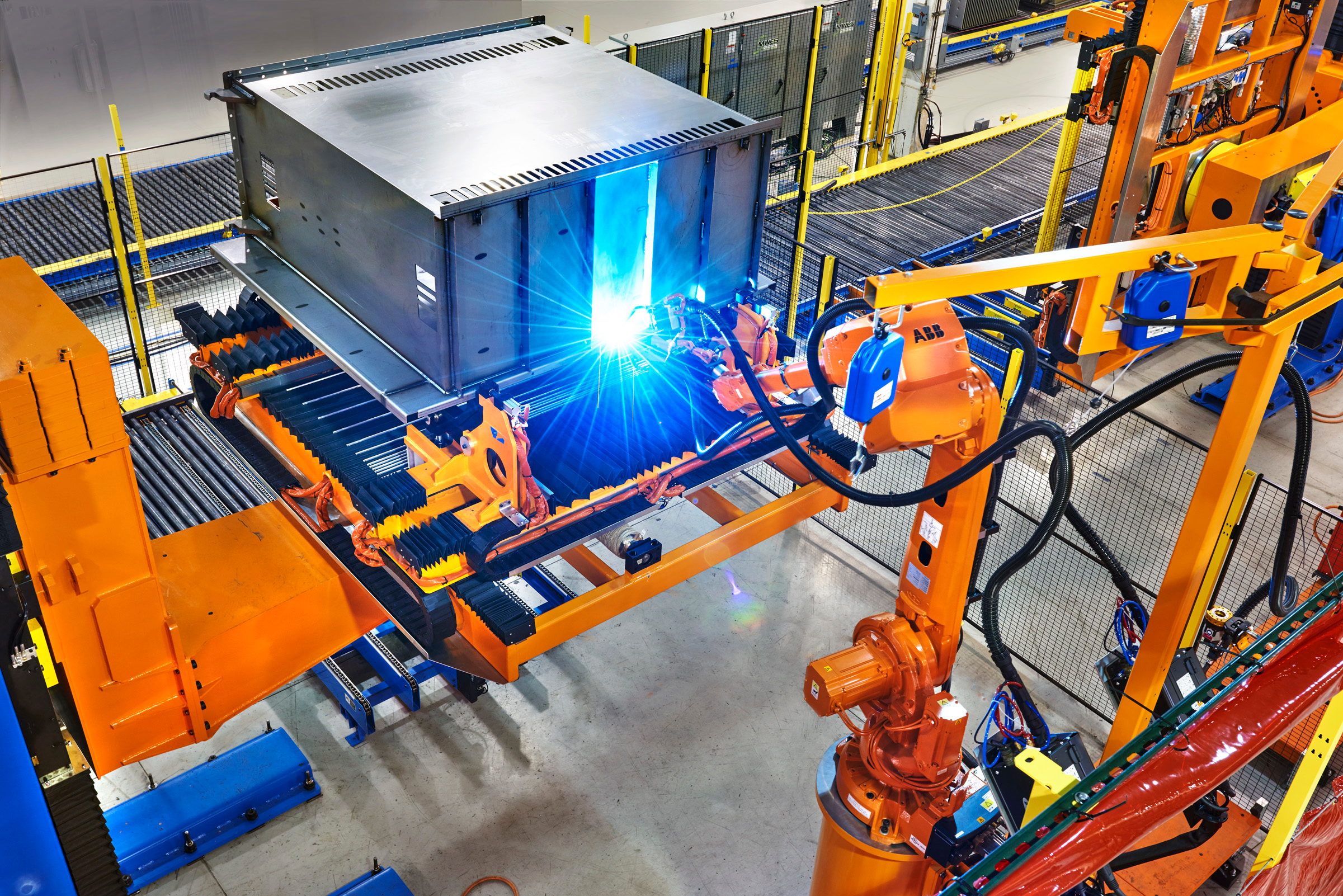
MWES’ solution for our customer was to develop a fully automated robotic weld cell. The weld cell would communicate with the welding line conveyor system to shuttle products from station to station during the fabrication process. The PLC operating the conveyor system will communicate to the weld cell the pertinent information of the product coming into the weld cell. Lastly, the weld cell will receive the information and adjust its weld program and tooling to accommodate the incoming tank.
If the incoming product requires the welding process to change due to material type, the robot will dock its current weld torch and pick up the correct one for mild steel or stainless steel material. The stainless steel weld package will also be used for bi-metallic welds (mild steel to stainless steel). As the product enters the weld cell, sensors will indicate its presence. The conveyor transfer system will then shuttle the product into a section of the cell to present it to the positioner for automatic loading. The part will be loaded onto the positioner, and the tooling will automatically clamp it into place. The weld cycle will begin executing the parametric program and the weld routines. Upon completion, the conveyor transfer system will remove the completed unit from the positioner and return it to the conveyor system and communicate to the conveyor the unit is ready to continue to the next fabrication phase.
Conveyance Systems
- Chain-driven live roller conveyor
- Turntable with chain-driven live roller conveyor
- Three-strand chain conveyor
Robotic Systems
- Four ABB Robots with an IRC5 Controller
- Four ABB Servo TrackMotion integrated into the IRC5 Controller
- Three External Servo Axis per Robot for MWES Positioner Control
Weld Positioners
- Four MWES Three 3-Axis SkyHook positioners integrated into the IRC5 Controller
- One MWES Three 3-Axis SkyHook Smart Positioner Integrated to an Allen-Bradley PLC and driven by Kinetix Servo Drives
- Each positioner was equipped with a 6-axis servo EOAT gripper which can adapt to an infinite number of part designs
Product Tracking Software
Product tracking is done using Turck RFID technology. The operator loads a part onto the conveyor system, then the operator scans a barcode on the work order and associates the work order to an RFID puck. The operator mounts the RFID puck to the unit and it is released into the production system. As the unit travels down the conveyance system, RFID readers mounted at the entrance of the weld cells read the puck and decide where to direct the unit. If it is sent into a weld cell, the PLC requests manufacturing data from an SQL database via an OLDI Module which ties the PLC to the SQL database. The SQL database will reply with the requested data and the PLC then sends the manufacturing data to the robot and the Weld Cell begins production.
Tool Changing Station
Each welding robot is equipped with an ATI tool changer to allow the robot to change torches as needed. There is a torch dedicated to mild steel and a torch dedicated to stainless steel. In the case we are welding a bi-metallic, with both mild and stainless components, the stainless torch configuration is used. When a torch is not in use it is stored in a dedicated Torch Holder.
Tactile Sensing
This system uses two different types of tactile sensing, standard SmarTac is built into the Fronius TPS5000 Weld Power Source in which the robot uses the torch gas cup or the welding wire to touch off on the product to locate the weld start point. Or the MWES Laser SmarTac in which the robot uses a Laser to search the part without actually touching the part to locate the weld start point.
Active Weld Tracking
This system uses two different types of active weld tracking. One method is using the ABB Weldguide III product. Weldguide III is a thru arc method of tracking, in which the weld Current and Voltage are monitored during the welding process by the Weldguide III board. The Weldguide III board sends data to the robot which is used to make path corrections and to maintain the proper weld wire stick out. The other method is the Servo Robots Power-Trak seam tracker. The Power-Trak uses a Laser and a Camera to find the contour of the part and sends real-time data back to the robot which the robot uses for path correction during the welding process
Parametric Robot Programming
This system needed to handle an infinite number of different sizes and feature locations. To manage this task, MWES used a technique known as parametric programming. Parametric Programming is a type of mathematical optimization, where the optimization problem is solved as a function of one or multiple parameters. MWES worked with the end-user to develop manufacturing rules. These rules allowed MWES to know what features would be on the unit, and where the features would be located. The unit data information array was sent to MWES via the customer’s ERP system. Once the robot received the data array, the data was parsed and stored in different register positions. The robotic automation program used the data to locate the unit and all its features. MWES then used tactile searching to find the weld start positions and the weld tracking methods to ensure the weld was laid consistently into the joint. This programming technique will allow the end-user to create new part styles that will not require robot programming as long as the part designs adhere to the manufacturing rules
ABB Robot Studio
The robot programs are created using an offline software package. Offline programming software allows for robot program creation without causing interruption to production lines. In addition, this software package allows for the end-user to test the new tank designs offline, in the virtual world. This programming ‘sandbox’ allows programmers to identify possible issues before sending the new design into automated production systems.






Impact to the Customer
The final robotic welding and positioner automation system provided the customer with reduced rework and increased first-pass quality, increased production throughput and improved part traceability.
Midwest Engineered Systems has a wide range of experience in building welding automation systems. If you’re looking to improve your welding throughput, we have the knowledge and experience to make the project a success.
Contact us to learn about how Midwest Engineered Systems can automate even your most complex and challenging operations today!
Innovation Through Automation
Client Details
A multi-national power management company.