




The Challenge
Skilled Welder Shortages & Complex Part Handling
With labor shortages straining production and growing demand for replacement mixer drums, this manufacturer needed a solution that could reduce skilled labor dependency while improving output and consistency.
- Ongoing difficulty sourcing enough skilled welders for drum welding
- Booster cone assemblies required multiple complex welds and repositioning
- Large, heavy parts were time-consuming and ergonomically challenging to handle
- System needed flexibility to support different cone geometries without reprogramming
To keep pace with production and replacement demand, automation had to streamline welding, reduce operator touchpoints, and support in-process manual fitting steps.
The Solution
Integrated Multi-Station Welding Cell with Robotic & Manual Collaboration
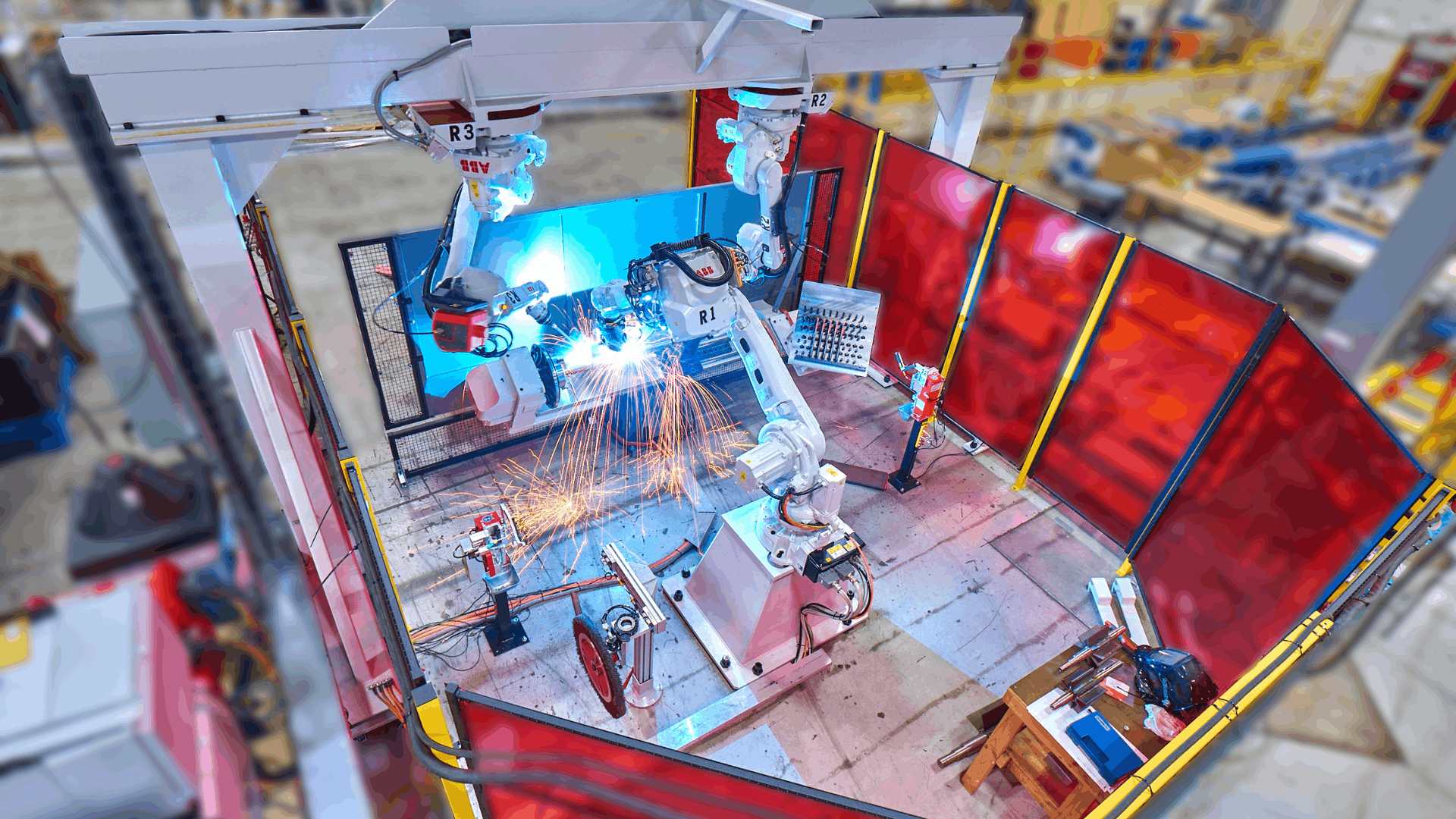
MWES engineered a hybrid welding system that blends robotic automation with manual inspection and fit-up stations—delivering precision welding while maintaining process flexibility.
- Adjustable tack fixture station supports cone geometry variation
- Skyhook Positioners and conveyor systems enable efficient part transfer
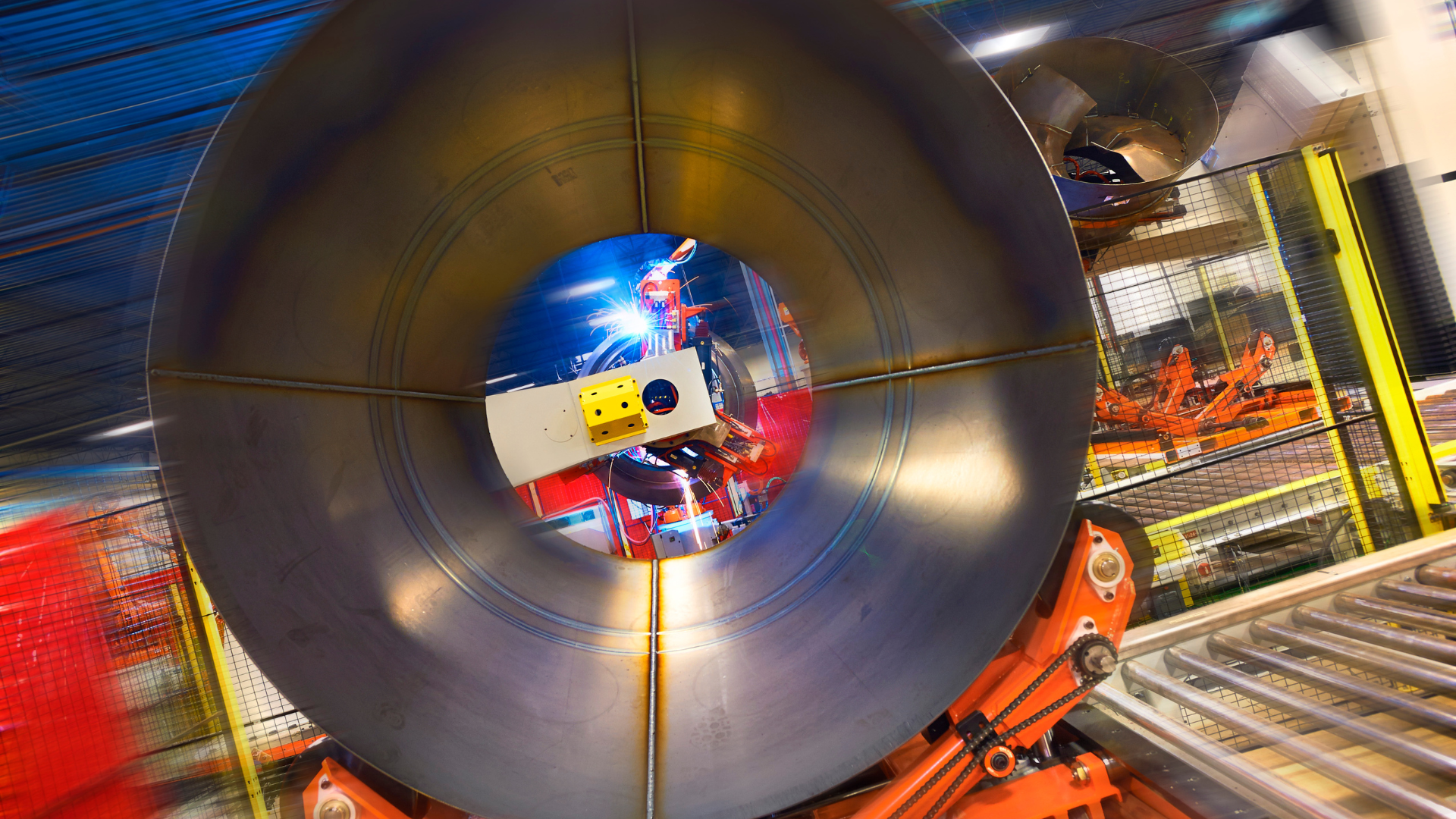
- Coordinated 15-axis robotic system performs complex multi-pass welds
- Manual stations allow for operator inspection and component tacking between robotic cycles
Two robots work simultaneously while the cone is rotated—achieving full weld coverage with minimal repositioning. Automated handling systems transfer cones between stations, reducing manual lifting and streamlining the entire process.
The system is designed to adapt and scale as production needs evolve, ensuring future readiness without major reprogramming.
The Results
Faster, Safer, and More Scalable Drum Fabrication
The new system significantly reduced reliance on skilled welders while improving consistency, safety, and cycle time.
- ✅ Reduced staffing requirements to just two operators
- ✅ Lowered part-to-part cycle time to under 30 minutes
- ✅ Improved workplace safety through automated material handling
- ✅ Enabled flexible production of varying cone geometries without reprogramming
With this automation, the manufacturer gained better throughput, lower labor risk, and the ability to meet growing market demand without compromising quality or safety.












{kind=link}
{kind=link}
{kind=link}
{kind=link}