Welding Solutions
Whether you’re exploring your first automation project, upgrading an existing production line, or looking for long-term service and support, our team is ready to help. Tell us about your goals and we’ll connect you with the right automation expert.
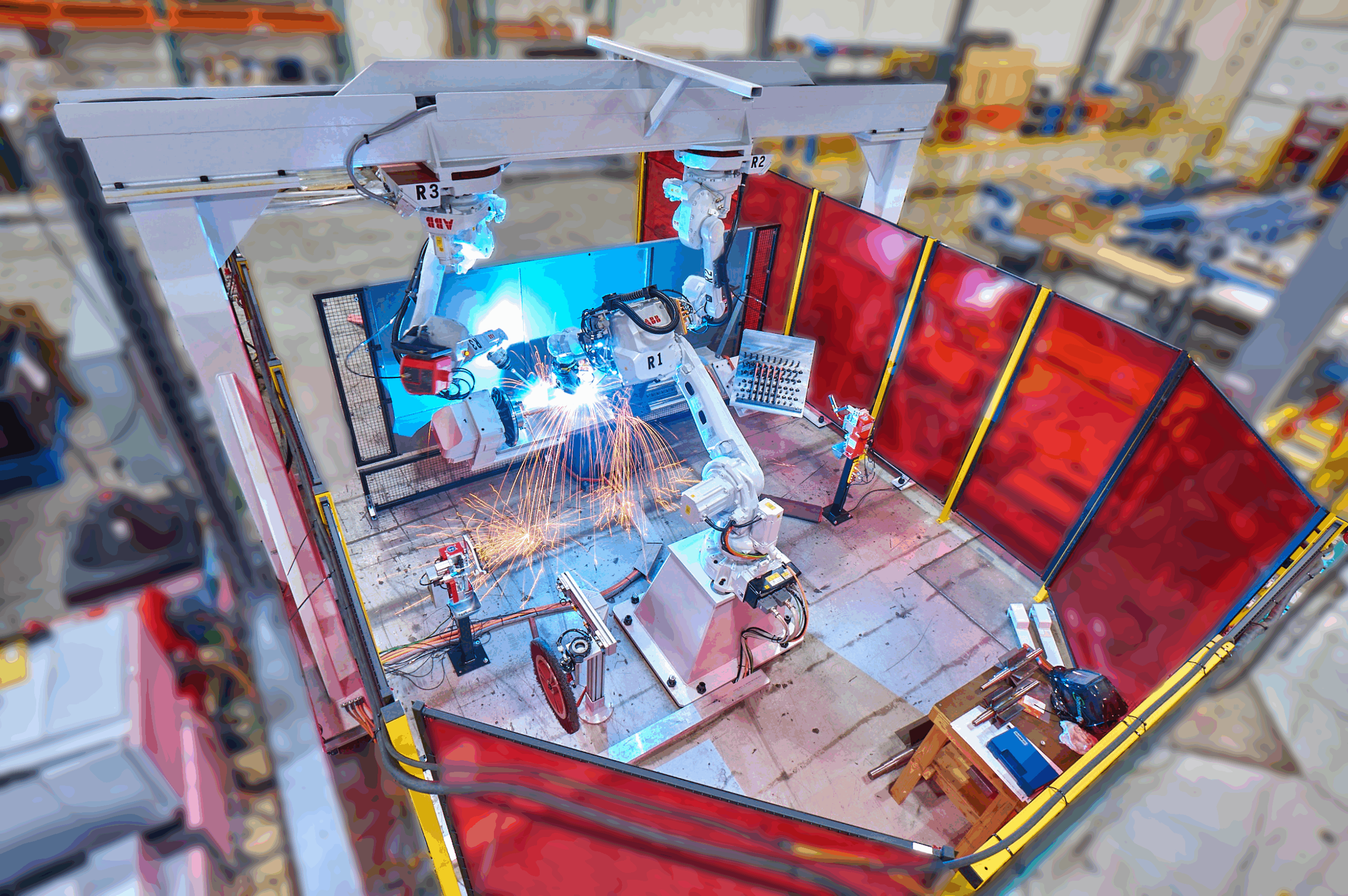
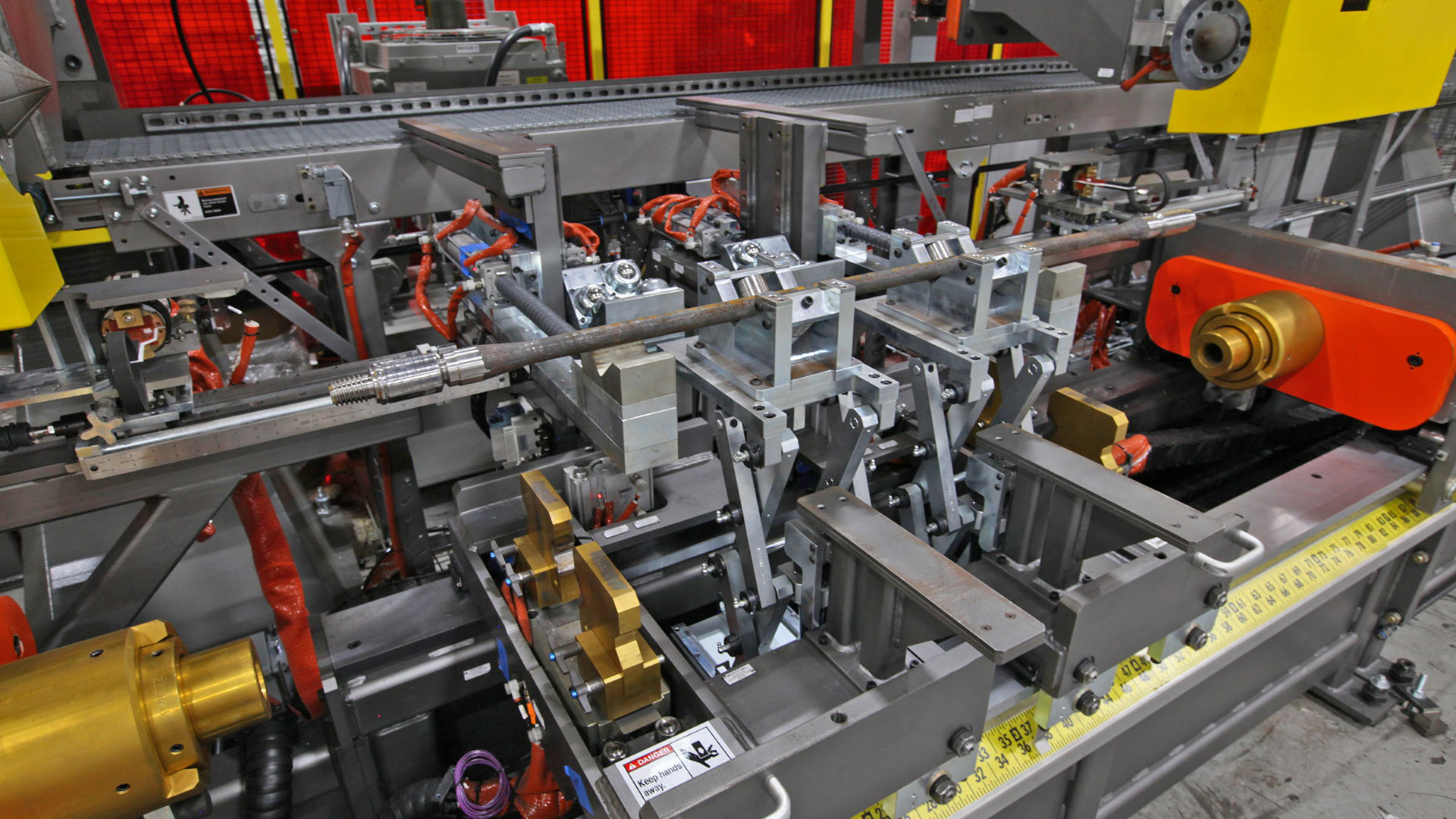
Advanced Robotic Welding Solutions for Precision and Productivity
MWES designs and builds custom robotic welding systems that deliver consistent quality, increased throughput, and improved safety. Whether you need a turnkey cell or a fully integrated production system, our weld solutions are tailored to your specific materials, part geometries, and production goals. We bring decades of experience, deep integration expertise, and a commitment to long-term support.

Our Welding Partners
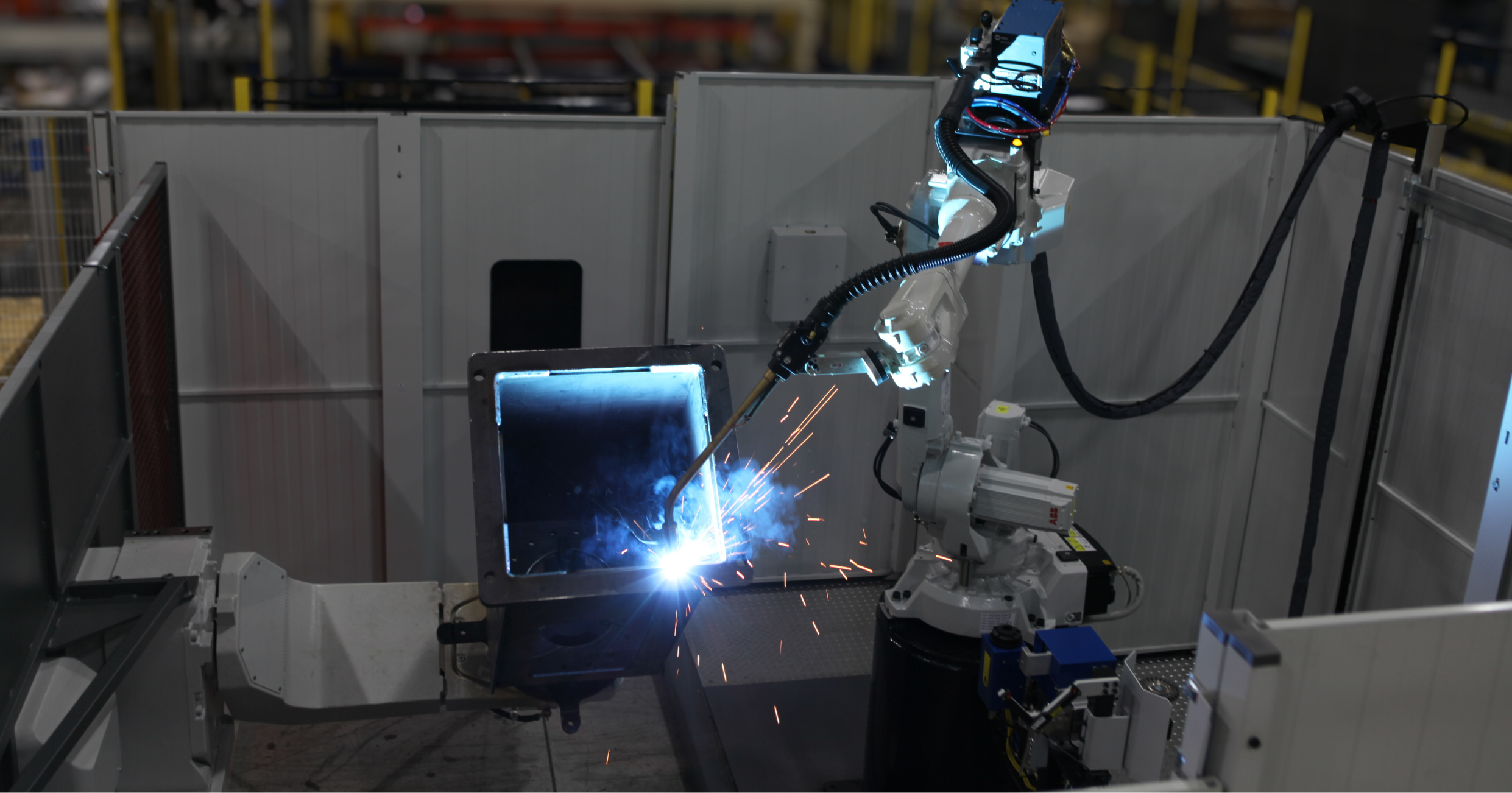
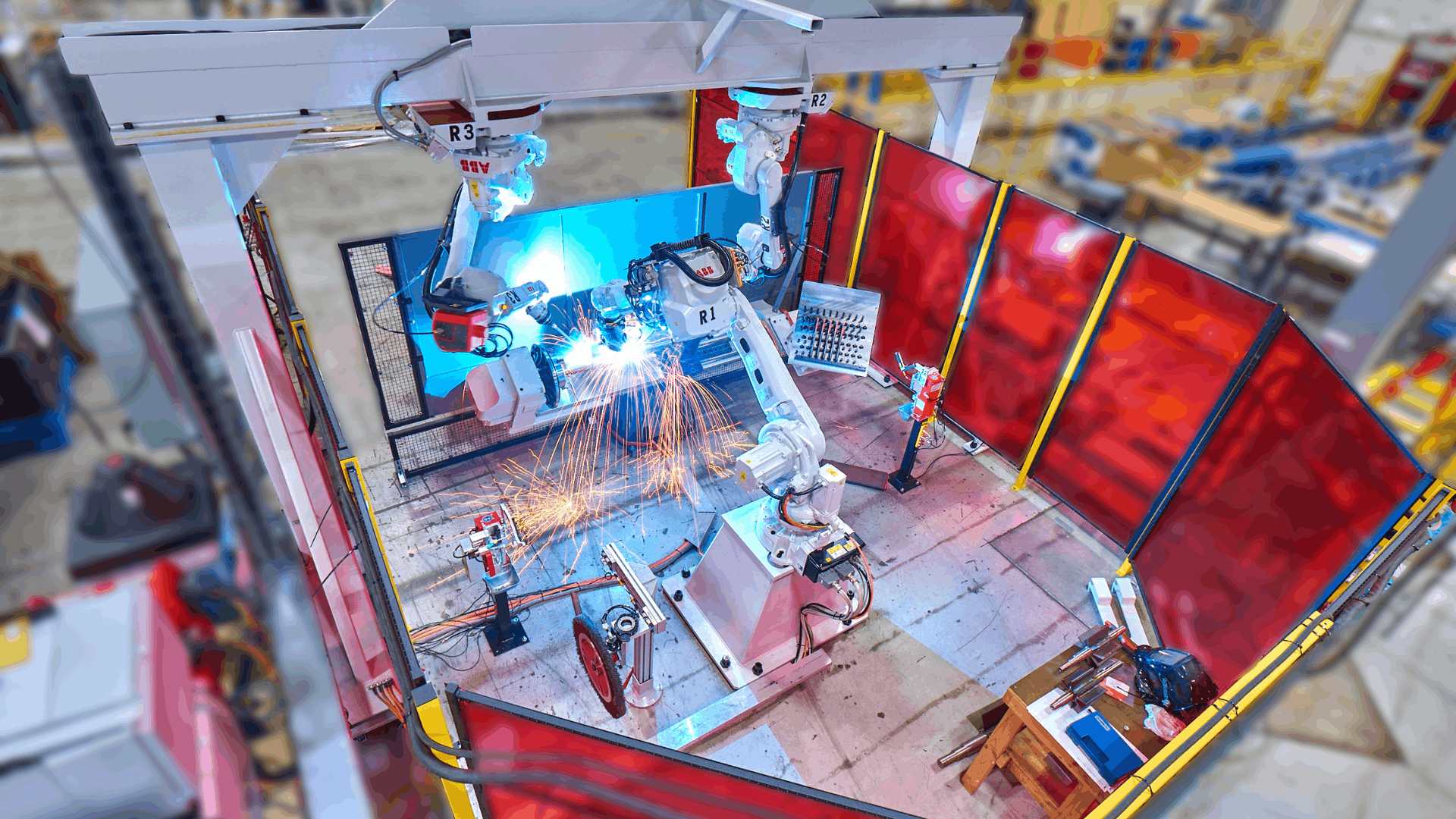
Repeatable Quality, Every Time
Repeatable Quality, Every Time
Robotic welding reduces variability and ensures high weld integrity no matter the shift or part count on any given project or production line.Faster, Safer Production
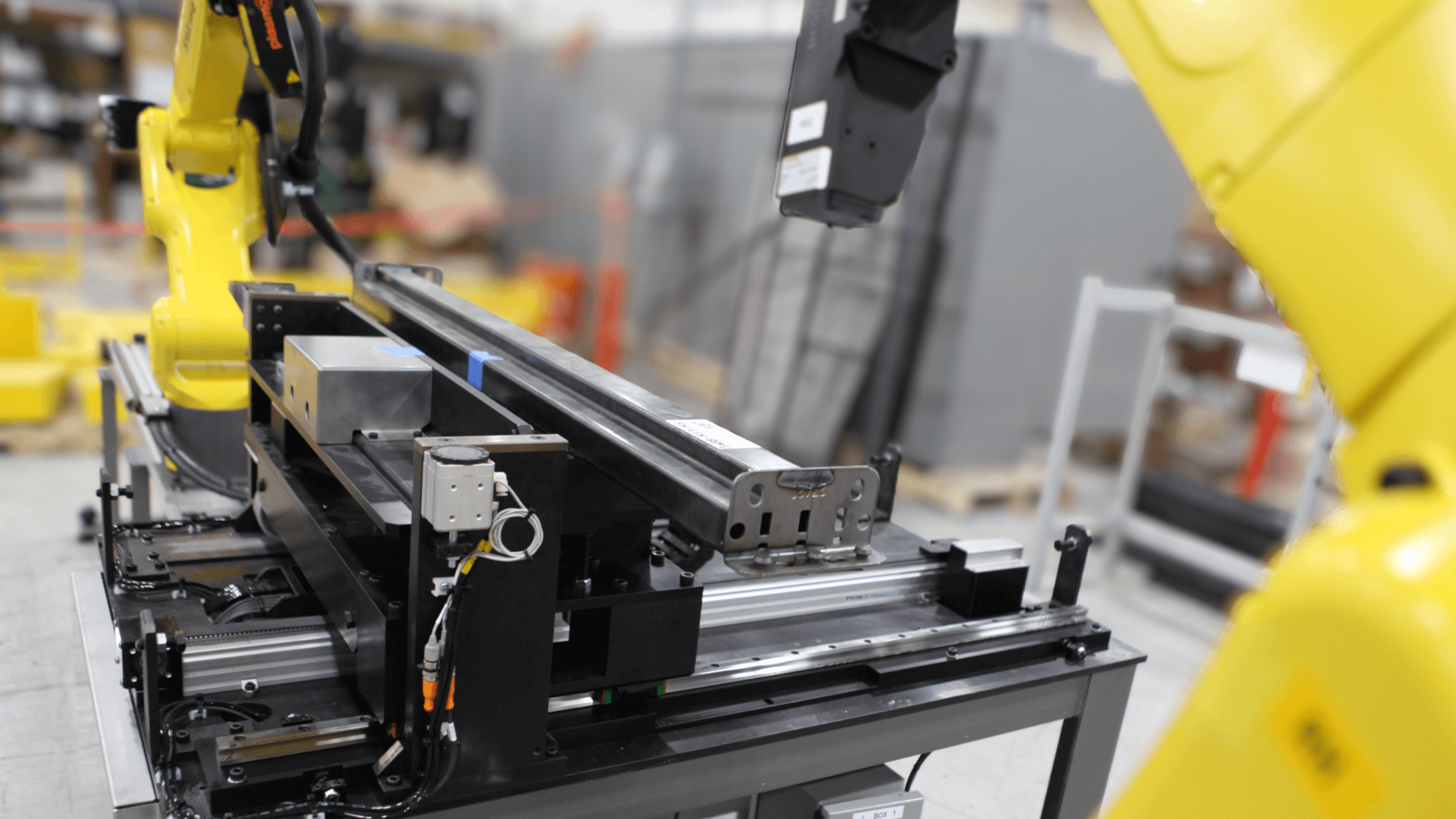
Faster, Safer Production
Automating welding not only increases production throughput but also reduces exposure to hazardous environments for your team.